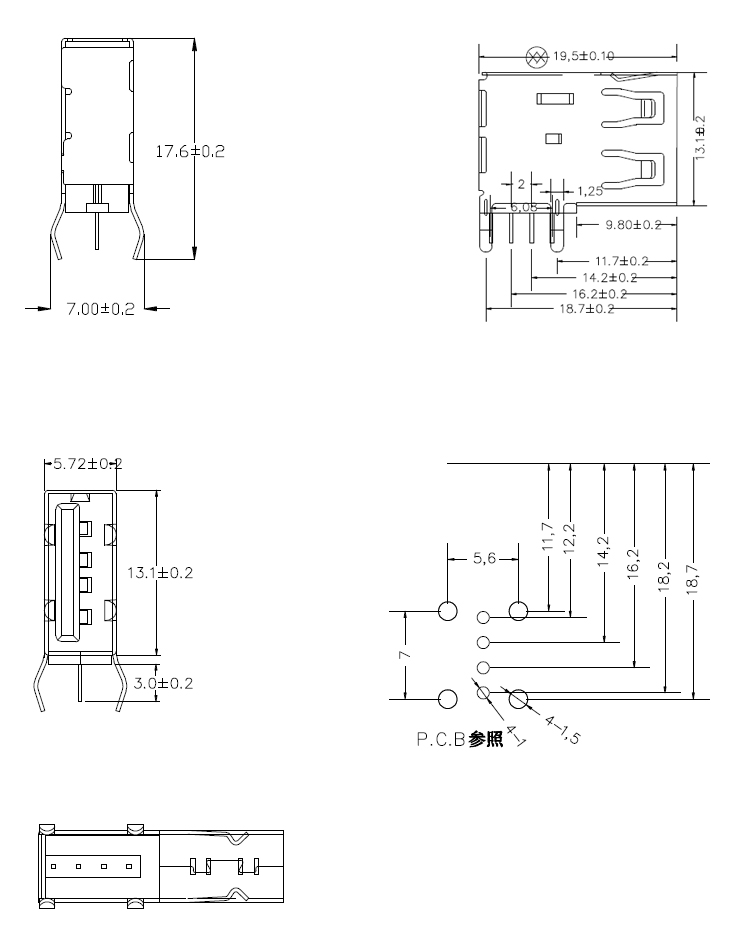
Conector de interface usb de 90 graus, conector reto de 19.5mm de ferro usb af base fêmea usb smt conector reto para laptop



Vantagens do produto: entrega rápida, amostras grátis, produtos com certificação RoHS, processo de soldagem a laser, ciclo de vida de mais de 300.000 vezes, serviço pós-venda garantido, suporte técnico e boa atitude de serviço
Campos de aplicação: Porta externa USB do computador, equipamentos de carregamento, instrumentos e equipamentos, eletrônicos de consumo, eletrodomésticos, produtos de segurança
Pontos fortes da fábrica: com 13 anos de experiência no setor, a empresa passou a certificação ISO9001, vários certificados de patente, mais de 5.300 clientes cooperativos, muitos clientes de empresas listadas, 106 funcionários, 12 punções de hardware, 18 máquinas de moldagem por injeção, 26 full- máquinas de montagem automática, 32 máquinas de teste totalmente automáticas, 21 máquinas de teste semiautomáticas, 12 máquinas de teste de vida e 25 outros equipamentos de teste
NOTAS:
1.Especificação do material:
1) MATERIAL DE ISOLAMENTO TERMOPLÁSTICO.
2)SHELL:LIGA DE COBRE/SPCC,T:0,30mm
PLAQUEAMENTO:NÍQUEL
3) TERMINAL: LIGA DE COBRE, T: 0,25 mm
Chapeamento: banhado a ouro/estanho.
2. CARACTERÍSTICA ELÉTRICA:
1) RESISTÊNCIA DE ISOLAMENTO: 100MΩ MIN.
2) RESISTÊNCIA DE CONTATO: 30mΩ MÁX.
3) TENSÃO SUPORTANTE: 500 V CA.
3. CARACTERÍSTICAS MECÂNICAS:
1) FORÇA DE INSERÇÃO: 3,57Kgf MÁX.
2) FORÇA DE EXTRAÇÃO: 1,02Kgf MIN.
INFORMAÇÕES SOBRE PEDIDOS
Ambiente de armazenamento: ambiente seco à temperatura ambiente, evite contato com clima ácido e úmido
CONDIÇÕES ATMOSFÉICAS PADRÃO: SALVO ESPECIFICAÇÃO DE OUTRA FORMA, A FAIXA PADRÃO DE CONDIÇÕES ATMOSFÉRICAS PARA FAZER MEDIÇÕES E TESTES SÃO AS SEGUINTES:
(1) ENTRE CORPO E CONDUTOR: 5ºC A 35℃
(2) ENTRE CONDUTORES QUE NÃO DEVEM SER CONTATO: 45% A 85%
(3) PRESSÃO:86Kpa A 106Kpa
TESTE DE BILIDADE DA SOLDA: A PARTE SUPERIOR DOS TERMINAIS DEVE SER MERGULHA 1mm NO BANHO DE SOLDA DE 250±5°C POR 5±0,5 SEGUNDOS
RESISTÊNCIA AO TESTE DE CALOR DE SOLDA:
CONDIÇÕES DE SOLDADURA DE REFLOW:
PRÉ-AQUECIMENTO: A TEMPERATURA NA SUPERFÍCIE DA FOLHA DE COBRE DEVE ATINGIR 180 0,120 ℃ S APÓS A PCB ENTRAR NO EQUIPAMENTO DE SOLDA.
TEMPERATURA MAIS ALTA: A TEMPERATURA NA SUPERFÍCIE DA FOLHA DE COBRE DEVE ATINGIR A TEMPERATURA DE PICO DE 260±5 EM 20 SEGUNDOS.℃
MÉTODO DO FERRO DE SOLDA: TEMPERATURA DA BOTÃO 330±5℃ TEMPO DE APLICAÇÃO DO FERRO DE SOLDA3±0,5 SEGUNDO NO ENTANTO PRESSÃO EXCESSIVA NÃO DEVE SER APLICADA AO TERMINAL